
精细化工减排VOCs面临极大挑战
当前阶段,我国面临细颗粒物(PM2.5)污染形势依然严峻和臭氧(O3)污染日益凸显的双重压力,特别是在夏季,O3已成为导致部分城市空气质量超标的首要因子;挥发性有机物(VOCs)是形成PM2.5及O3的重要前体物。同时,很多VOCs物质具有生物毒性,直接危害人体健康。因此,现阶段VOCs管控及减排是环境空气质量改善的重要抓手,对区域环境空气质量具有全局性影响。
《大气十条》《“十三五”挥发性有机物污染防治工作方案》《打赢蓝天保卫战三年行动计划》(国发〔2018〕22号)《2020年挥发性有机物治理攻坚方案》《重点行业挥发性有机物综合治理方案》以及“十四五”大气污染防治专项规划等重要政策文件同时提到,要针对重点行业进行专业、精细化管控,其中化工行业为重中之重。
精细化工行业在现代化工产业链中具有技术含量高、与人们生活相关性大、利润水平高的特点,已成为全球各国特别是工业发达国家传统化工产业结构升级调整的重点发展战略之一。与发达国家60%~70%的精细化率相比,中国仍有较大差距。此外,我国精细化工产品品种也较少(仅占全球的20%左右),未来精细化工将成为中国化工行业发展的重要方向之一。与此同时,精细化工行业发展也面临着污染排放和能耗问题等压力。尤其是当前社会条件下VOCs的管控,由于行业特性,也面临极大挑战。
精细化工行业VOCs排放特点
精细化工行业涵盖范围非常广泛,通常包含医药、农药、涂料、染料、颜料、日用化工、电子产品和功能型高分子材料等。
一般来说,精细化工企业由于其批次生产、流程长的特点(以医药化工、农药化工为代表),涉及VOCs排放的环节众多:投加料和放卸料、反应釜、萃取、蒸馏/精馏、结晶、离心、干燥、真空系统、储罐、污水池等十数个生产过程都有含VOCs废气的逸散。同时,大部分废气都是无组织排放,个别环节、废气中的有机物浓度波动变化大、浓度理论计算困难。例如,真空泵系统大多用于反应釜抽真空操作,在真空泵刚开始运行或反应釜刚接入真空系统的一段时间,抽出的废气流量大、有机物浓度非常高(几万到十几万毫克每立方米不等)。随着抽真空的进行及反应釜内压力的逐渐降低,抽气速率降低,有机物浓度也随之降低。另外,一些精细化工企业如原料药生产、农药生产过程中,使用原料、溶剂种类繁多,排放废气中有机物组分复杂、多变,一些废气中还会含有大量含氯、含氮有机物,以及腐蚀性酸性气体(如氯化氢、醋酸)等。
因此,在精细化工行业有机废气治理过程中,需要对整厂废气排放环节做全面调研、分析、分类,做好无组织废气分类、收集、输送的设计/实施,控制异味气体逸散,选择合理的治理工艺路线或组合工艺,保障全厂范围内有机废气得到有效处理。
通常在无组织废气收集、输送过程中需要注意以下一些问题:
一是多点位废气收集输送过程中,输送动力系统的设计。较少点位或车间(如1~2个生产车间),可以直接通过车间风机提供输送动力,也可以利用末端治理设备的进气风机提供动力;车间较多时,可增加中继风机使最远端管线内为微负压,防止各车间废气互串,保持废气流向一致。
二是需要在废气输送管道上设置排液系统。多数废气会含有饱和水,进入管线后,在温差作用下会大量凝液、积液,影响废气输送过程,冬季还会导致冰冻,损坏管路。如果凝液为有机溶剂,还存在安全风险。排液系统包括倾斜度、排液口和清理口等。
三是静电控制。由于精细化工行业废气中有机物多数为易燃易爆物质,废气输送过程需要防止静电产生或静电累积。无腐蚀性废气输送管道选择金属材质,有腐蚀性气体的管道选择导静电玻璃钢或高等级耐腐蚀金属材质。同时,需要控制废气输送流速,10~12m/s为宜。
四是在一些工况下,需要避免可能相互反应的物质汇总到同一条管道中输送,确保输送安全。
精细化工行业VOCs废气治理工艺
有机废气治理工艺通常分为两大类:一类是回收技术,包括吸附技术(变温吸附/变压吸附/一次性吸附)、吸收技术(化学吸收/物理吸收)、低温冷凝技术、膜分离技术等;另一类是去除技术,包括蓄热式氧化(RTO)、催化氧化(CO)、蓄热式催化氧化(RCO)、直接氧化(TO)、生物法等。
目前,在VOCs较为严格的排放标准要求下(目前部分省市要求非甲烷总烃排放浓度≤60mg/m3),通常会采用氧化焚烧类技术作为最终保障措施,辅以吸收、冷凝技术等作为预处理手段,以达到较高的去除效率、排放浓度限值双重要求。
其中氧化技术以RTO技术应用最多。由于精细化工行业废气通常含有会使催化剂中毒的卤素、磷、硫等元素,因此催化氧化类技术(CO、RCO)较少应用。
1.RTO技术
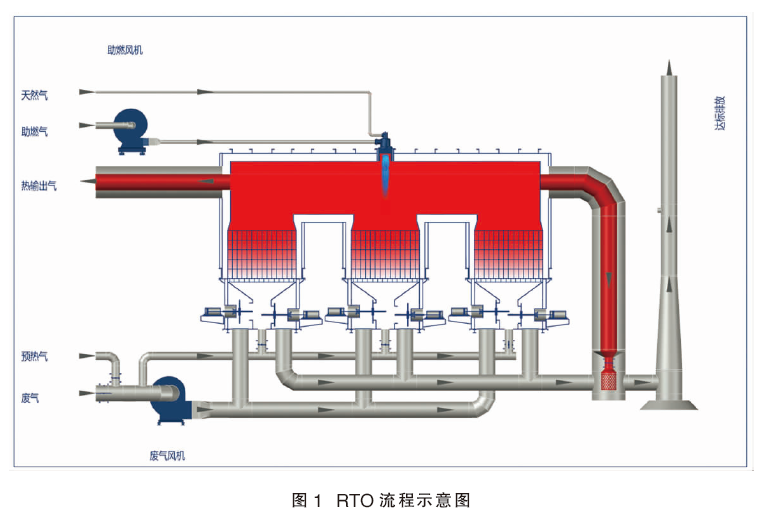
图1为RTO流程示意图。由图可见,废气被加热到可燃物燃点以上,在高温氧化室内停留时间维持0.75~1.5s,可燃有机物与氧气发生反应,生成二氧化碳、水和其他无机氧化物,并放出热量。RTO系统一般包括废气风机、切换阀门、蓄热室、氧化室、燃烧器系统、热输出/超温泄放系统、烟囱等。根据氧化室数量的不同,通常有两室RTO、三室RTO、五室RTO和七室RTO等。
废气进入RTO系统后,经过“升温→氧化分解→回收净化气热量”三个阶段。
(1)升温 蓄热室内装有蜂窝状陶瓷蓄热体,废气进入RTO系统后,首先经过蓄热陶瓷;高温陶瓷蓄热体将自身热量释放给废气,废气温度上升,形成高温废气。
(2)有机物氧化分解净化 经过蓄热陶瓷预热升温后的高温废气进入氧化室,达到燃点温度的可燃物与氧气发生氧化分解反应,生成水和二氧化碳及其他氧化产物,同时放出热量,使温度进一步上升,形成高温净化气。
(3)回收净化气热量 高温净化气氧化分解过程完成后,被排出RTO系统,首先进入蓄热室,穿过陶瓷蓄热体。此时低温陶瓷蓄热体吸收高温净化气热量,高温净化气温度下降,形成常温净化气;陶瓷蓄热体吸收热量,温度升高,为下一个循环放热做准备。
由此可见,升温、降温在蓄热室内经由蓄热陶瓷换热完成,每个蓄热室依次经过放热、吹扫、蓄热循环过程;陶瓷蓄热体吸收高温气体热量,用于下一个循环加热废气。三室以上结构的RTO,蓄热体放热完成后,进入吹扫过程,会采用净化气或空气置换陶瓷蓄热体多孔结构内存留的未分解有机废气,返回RTO入口或吹回炉膛重新高温处理,避免未经处理的废气直排,保障99%以上的净化效率。
一般来说,蓄热室中的陶瓷蓄热体能够将高温净化气中95%以上的热量回收利用。因此,当废气中有机物浓度达到一定数值,在氧化室内氧化放热温升能满足系统5%热量损失时,不需要补充额外的燃料或能量就能维持系统热平衡自维持运行。当废气中有机物浓度较低、放热量不足以维持系统热平衡时,需要开启加热方式补充热量,维持炉膛温度及热平衡,可采用燃烧器加热或电加热形式。
RTO技术具有以下四个特点:
一是处理风量范围大,单台最高可达160000Nm3/h;
二是可处理大部分常见的可燃类VOCs组分,对不确定组分容忍度高;
三是可处理C2/C3等小分子烃类,实现较高的去除效率(>99%);
四是热回收效率>95%,在合适的废气浓度条件下无需添加辅助燃料而实现热量自维持操作。
2.吸附技术
由于固体表面存在着未平衡和未饱和的分子引力或化学键力,当此固体表面与气体分子接触时,就能吸引气体分子,使其紧密保持在固体表面,此种现象称为吸附。吸附法就是利用固体吸附剂表面的吸附能力,使废气中有机物组分与大比表面的多孔性固体吸附剂相接触,废气中的有机物被吸附在固体表面上,使其与气体混合物分离,从而达到净化的目的。
根据气体分子与固体表面分子作用力的不同,吸附可分为物理吸附和化学吸附,前者是分子间作用力的结果,后者是分子间形成化学键的结果。通常在有机废气治理过程中,使用较多的为物理吸附过程。与吸附相对应的,有机物分子从固体吸附剂表面脱离的过程叫脱附,通常在固体表面吸附与脱附过程是同时存在的。也就是说,气体分子一边不断在固体表面吸附,同时已经吸附在固体表面的气体分子又在不断地脱离固体表面(脱附)。当吸附速率、脱附速率都不再变化,维持相对稳定的时候,物质在固体表面的吸附脱附形成一个动态平衡的过程。当达到动态平衡时,如果气体分子的吸附速率大于脱附速率时,宏观上就称为吸附过程;反之,当气体分子脱附速率大于吸附速率时,就成为脱附过程。根据脱附类型的不同,物理吸附又可分为变温吸附、变压吸附两种方式。
目前用于VOCs吸附过程的吸附剂包括活性炭(颗粒)、分子筛(颗粒或转轮)、活性炭纤维、硅胶、吸附树脂等多种材料。由于吸附材料与气体分子之间存在动态吸附平衡,吸附过程用于VOCs治理存在一定的处理效率极限,当对有机物去除效率要求高于95%时,不适合采用吸附工艺。
典型精细化工行业VOCs治理工艺
1.涂料行业VOCs治理——“分子筛转轮+RTO”工艺
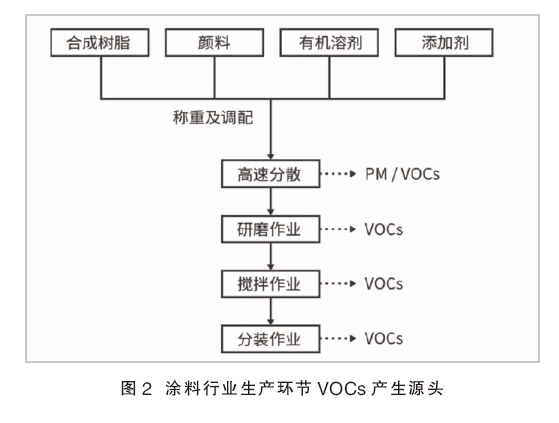
在涂料生产行业中,通常在分散、研磨、搅拌、分装过程会使用大量有机溶剂,产生VOCs废气逸散(生产环节VOCs产生源头详见图2)。一般通过集气罩或车间通风的形式,将挥发的有机废气进行收集、汇总,输送到废气治理设施进行进一步处理。
涂料行业有机废气风量大、浓度较低,通常含有大量粉尘、颗粒物等杂质,一般采用“沸石转轮+RTO”工艺路线进行末端治理。工艺流程如图3所示。
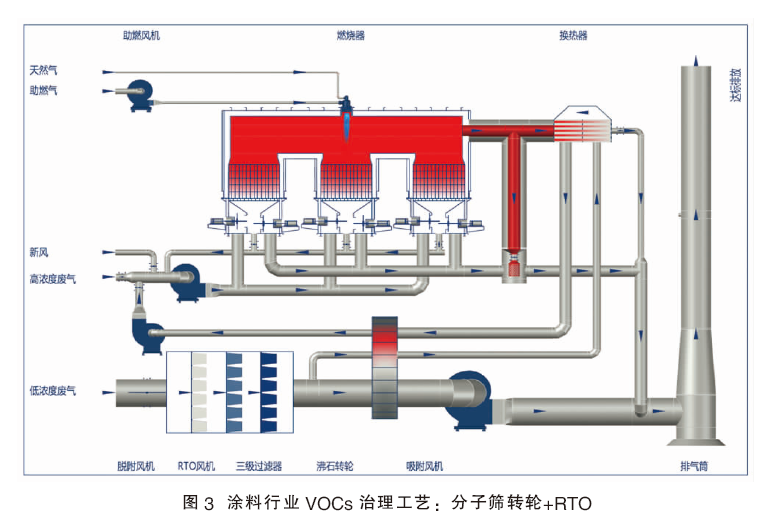
A、吸附浓缩
废气首先进入沸石转轮进行吸附浓缩。90%左右废气进入吸附扇区,吸附扇区沸石将废气中的有机物吸附富集在沸石上;废气被吸附净化后,形成净化气,送至排气筒达标排放;10%左右的废气进入冷却扇区,将沸石热量带走,废气温度升高,形成冷却气;冷却气被加热器加热至脱附温度,形成脱附风进入脱附扇区,将沸石加热;脱附气在脱附过程中,温度下降并带走脱附出来的高浓度有机废气,形成浓缩气。
B、氧化净化
浓缩气升温→氧化净化→回收净化气热量。
浓缩气进入氧化设备RTO,在经过蓄热室陶瓷蓄热体过程中被加热到反应温度;有机物与氧气反应,生成无机氧化物,并放出热量,形成高温净化气;回收高温净化气热量后排至排气筒,达标排放。
2.医药/农药化工行业VOCs治理——“预处理+RTO”工艺
医药化工行业VOCs 排放来源多样、组成复杂、浓度/气量波动大,多数含有酸性气体、含氯有机物等具有腐蚀性或可生成腐蚀性气体的物质,含有多种特征污染物,排放浓度限值要求较高。通常在治理工艺的选择上,会采用碱洗、水洗等技术作为预处理过程去除酸性气体,以减少后续管道、设备的腐蚀;后续可以根据废气的具体情况,选择变温吸附(树脂吸附/活性炭吸附)、或RTO工艺进行深度处理。如果废气组分浓度较高、组分相对简单,可以采用变温吸附工艺;如果废气气量较大、组分复杂、浓度较低,预处理后适宜采用RTO工艺进行深度治理。通常情况下,医药化工或农药化工企业产生的VOCs废气,会进行汇总,汇总后的废气风量大、组分复杂、浓度波动大。因此,“预处理-RTO-后处理”由于适应性广、对有机组分去除效率高等特点被广泛采用。如图4所示。
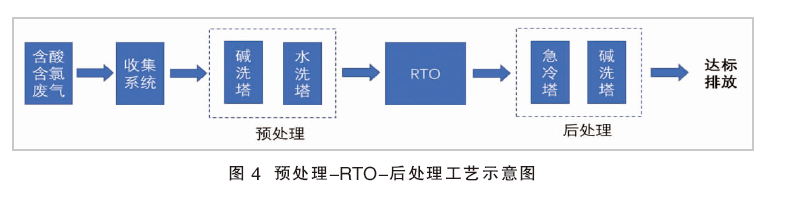
A、预处理
废气首先经过碱吸收(碱洗)、水吸收(水洗)过程进行预处理,去除废气中的酸性气体组分(如H2S、HCl、醋酸等),以减少后端设备的腐蚀。如果废气中含有氨气(NH3),还需要增加一级酸洗过程,去除大部分NH3组分,以防止碱性NH3与酸性气体(如HCl)在后端反应生成盐,阻塞后端RTO系统蓄热陶瓷。
B、氧化净化
浓缩气升温→氧化净化→回收净化气热量。
经过预处理去除了大部分酸性组分的废气随后进入氧化设备RTO,在经过蓄热室陶瓷蓄热体过程中被加热到反应温度;有机物与氧气反应,生成无机氧化物,并放出热量,形成高温净化气;高温净化气首先经过吹扫干净的陶瓷蓄热体,回收热量,排放至烟囱或下一环节。
C、后处理
如果废气中含有氯、硫等元素成分,经过RTO氧化焚烧后,会生产少量酸性物质(如HCl、SO2等)。为确保酸性物质排放达标,废气会经过急冷-碱洗的过程,降温后去除生成的酸性物质,最后达标排放。
精细化工行业作为国民经济的重要组成,要遵循高质量发展路径,同时响应节能减排、绿色环保的发展理念,其生产过程有机废气排放治理愈发受到关注。由于精细化工行业大多为批次、釜式反应,同时产品需要进行分离、净化、纯化等处理过程,含VOCs废气排放特点复杂。
因此,在进行VOCs综合整治的过程,需要注重无组织排放的收集,确保无组织排放最大程度收集、减少逸散及异味影响。根据废气组分、风量、温度、压力等参数及波动情况,选择合理的工艺及工艺组合,降低生产过程VOCs排放对车间、周边环境的健康影响,排放达到当地环保管理部门规定的非甲烷总烃排放限值、污染物排放速率要求,减少总VOCs排放量,改善区域环境空气质量。
毛智明 中国科学院大连化学物理研究所化学工程博士;美国佐治亚理工学院(Georgia Institute of Technology, USA)化学工程博士后;现任职大连兆和环境科技股份有限公司VOCs业务线总监。长期从事VOCs治理技术应用及工艺开发、石化高价值气体回收提纯(H2/LPG/烯烃单体/溶剂等)、天然气/沼气净化提纯等气体分离及大气污染治理工作。对热氧化RTO、催化氧化CO、低温冷凝、膜分离、活性炭变压/变温吸附等VOCs治理工艺技术有丰富应用经验,参与国内多个VOCs治理相关规范、标准编制。